




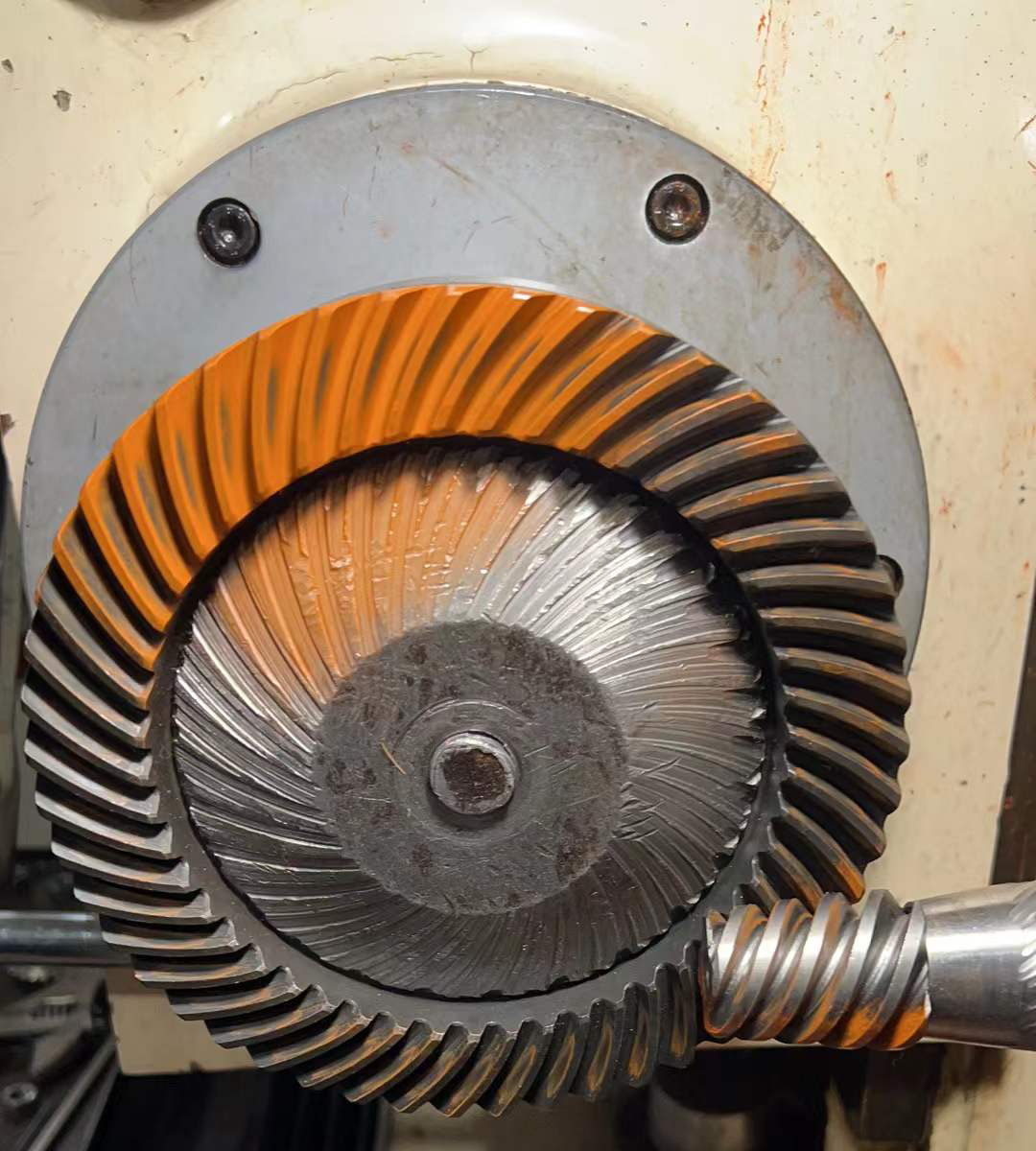
چرخ دنده ها انواع مختلفی دارند، از جمله چرخ دنده های استوانه ای مستقیم، چرخ دنده های استوانه ای مارپیچ، چرخ دنده های مخروطی و چرخ دنده های هیپوئیدی که امروز معرفی می کنیم.
۱) ویژگیهای چرخدندههای هیپوئیدی
اول از همه، زاویه شفت چرخدنده هیپوئیدی ۹۰ درجه است و جهت گشتاور را میتوان به ۹۰ درجه تغییر داد. این تبدیل زاویه اغلب در صنعت خودرو، هواپیما یا انرژی بادی مورد نیاز است. در عین حال، یک جفت چرخدنده با اندازهها و تعداد دندانههای مختلف برای آزمایش عملکرد افزایش گشتاور و کاهش سرعت، که معمولاً به عنوان "افزایش گشتاور و کاهش سرعت" شناخته میشود، درگیر میشوند. اگر دوستی که ماشین رانده است، به خصوص هنگام رانندگی با ماشین دنده دستی هنگام یادگیری رانندگی، هنگام بالا رفتن از تپه، مربی به شما اجازه میدهد به دنده پایین بروید، در واقع، این است که یک جفت چرخدنده با سرعت نسبتاً زیاد را انتخاب کنید که در سرعتهای پایین گشتاور بیشتری ارائه میدهد و در نتیجه قدرت بیشتری به وسیله نقلیه میدهد.
چرخ دنده های هیپوئیدی چه ویژگی هایی دارند؟
تغییرات در زاویه گشتاور انتقال
همانطور که در بالا ذکر شد، تغییر زاویهای گشتاور توان قابل درک است.
قادر به تحمل بارهای بیشتر
در صنعت انرژی بادی، صنعت خودروسازی، چه خودروهای سواری، چه خودروهای شاسیبلند یا وسایل نقلیه تجاری مانند وانت، کامیون، اتوبوس و غیره، از این نوع برای تأمین توان بیشتر استفاده خواهد کرد.
انتقال پایدارتر، نویز کمتر
زاویه فشار سمت چپ و راست دندانههای آن میتواند متناقض باشد و جهت کشویی درگیری چرخدندهها در امتداد عرض دندانه و جهت پروفیل دندانه است و میتوان از طریق طراحی و فناوری، موقعیت درگیری چرخدنده بهتری را به دست آورد، به طوری که کل گیربکس تحت بار باشد. مورد بعدی هنوز هم در عملکرد NVH عالی است.
فاصله افست قابل تنظیم
با توجه به طراحی متفاوت فاصله افست، میتوان از آن برای برآورده کردن الزامات طراحی فضای مختلف استفاده کرد. به عنوان مثال، در مورد خودرو، میتواند الزامات فاصله از زمین خودرو را برآورده کرده و قابلیت عبور خودرو را بهبود بخشد.
۲) دو روش پردازش چرخدندههای هیپوئیدی
چرخدنده شبهدوطرفه توسط گلیسون ورک در سال ۱۹۲۵ معرفی شد و سالهاست که توسعه یافته است. در حال حاضر، تجهیزات داخلی زیادی وجود دارند که میتوانند پردازش شوند، اما پردازش نسبتاً دقیق و سطح بالا عمدتاً توسط تجهیزات خارجی گلیسون و اورلیکون انجام میشود. از نظر پرداخت، دو فرآیند اصلی سنگزنی چرخدنده و فرآیند سنگزنی وجود دارد، اما الزامات فرآیند برش چرخدنده متفاوت است. برای فرآیند سنگزنی چرخدنده، فرآیند برش چرخدنده استفاده از فرزکاری سطحی و فرآیند سنگزنی استفاده از فرزکاری سطحی توصیه میشود.
چرخدندههای پردازششده توسط نوع فرزکاری سطحی، دندانههای مخروطی هستند و چرخدندههای پردازششده توسط نوع نورد سطحی، دندانههای همارتفاع هستند، یعنی ارتفاع دندانهها در سطوح انتهایی بزرگ و کوچک یکسان است.
فرآیند پردازش معمول تقریباً شامل پیشگرمایش، پس از عملیات حرارتی و سپس پرداخت نهایی است. برای نوع صفحهای، باید پس از گرم شدن، سنگزنی و تطبیق داده شود. به طور کلی، جفت چرخدندههای سنگزنی شده با هم باید هنگام مونتاژ بعدی نیز با هم تطبیق داده شوند. با این حال، در تئوری، چرخدندههایی با فناوری سنگزنی چرخدنده میتوانند بدون تطبیق استفاده شوند. با این حال، در عملکرد واقعی، با توجه به تأثیر خطاهای مونتاژ و تغییر شکل سیستم، حالت تطبیق هنوز استفاده میشود.
۳) طراحی و توسعهی چرخدندههای هیپوئیدی سهتایی پیچیدهتر است، بهویژه در شرایط عملیاتی یا محصولات ردهبالا با الزامات بالاتر که به استحکام، نویز، راندمان انتقال، وزن و اندازهی چرخدنده نیاز دارند. بنابراین، در مرحلهی طراحی، معمولاً لازم است عوامل متعددی برای یافتن تعادل از طریق تکرار ادغام شوند. در فرآیند توسعه، معمولاً لازم است که طرح دندانه در محدودهی تغییرات مجاز مجموعه تنظیم شود تا اطمینان حاصل شود که به دلیل تجمع زنجیرهی ابعادی، تغییر شکل سیستم و سایر عوامل، همچنان میتوان به سطح عملکرد ایدهآل در شرایط واقعی دست یافت.
زمان ارسال: ۱۲ مه ۲۰۲۲